Removing Oxidation From Laser Cut Steel

Morn Laser Cleaning Machine For Paint Removal And Rust Removal 100 W Laser Cleaning Machine Laser Cleaner Paint Remover How To Remove Rust How To Clean Rust

Laser Cut Quality Guide Mate
Cleaning Metal Surfaces With A Laser

The Laser Shop Metal Fabrication Specialists Sheet Metal Laser Cutting

How To Cut Metal Laser Plasma Water Jet Shearing
Laser O2 Cutting Guide For Mild Steel Hypertherm
Stainless steel oxide removal.
Removing oxidation from laser cut steel.

Modern Metals Google Search House Furniture Design Decor Furniture

The Ultimate Guide To Fiber Laser Cutting Machinemfg

Time To Source Smarter How To Remove Rust Cleaning How To Remove

Diffusion News Bollard Idmetalco Diffuser Steel Installation

Laser Cleaning The Welding Oil Contamination On Stainless Steel

Pin On Laser Cutter

Pin On Industrial Vintage Storage

Pin On Find Reliable Machine Cutting Metal Plate Job Shop

Rhodium Plumage Necklace Necklace Oxidized Sterling Silver Silver Chain

Steel Roots Design Steel Frame Furniture Industrial Design Furniture Metal Furniture

Pin On Laser Cut Metal

Pin On Hiring Good Metal Sheet Facilitys And How To Obtain Quality Advice

Circa 1850 Bare Metal Quickly Removes Rust Oxide Lime Deposits Calcium From All Metal Surfaces It Cleans How To Remove Rust Car Cleaning Hacks How To Remove

Water Wheel 1024x768 Jpg 1024 768 Urbanismo Roda D Agua

These Clean Lines Inspired Minimalist Ear Jackets Are Simple But Elegant They Are Comfortable To Wear Everyd With Images Simple Earrings Diy Wire Jewelry Modern Necklaces

Pin On Wall Decor

Pin On Garden Art

Pin On Biotechnology
1

Pin On Azinna

Pin On Teresa

Pin On Pomysly

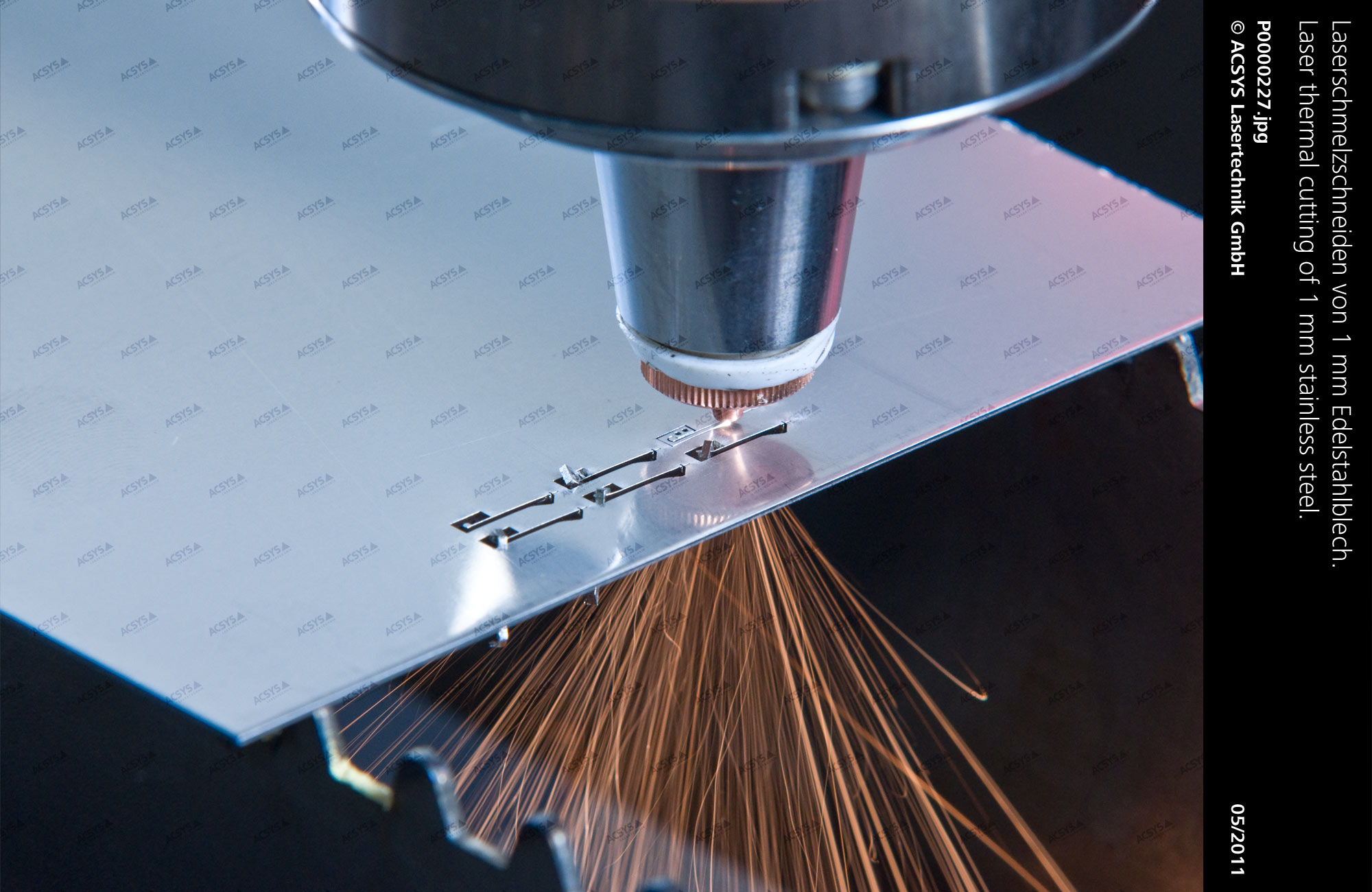
Laser Fusion Cutting Acsys Lasermaschinen
Source : pinterest.com
